Phun phủ Laser Cladding Phương Đông
Phun phủ Laser Cladding Phương Đông
So sánh Phun phủ nhiệt và Hàn phủ Laser Cladding
Khi nói đến các phương pháp phủ cứng, phun nhiệt và hàn phủ Laser Cladding là hai công nghệ nổi bật nhất. Việc nhầm lẫn về hai công nghệ này là hoàn toàn bình thường. Hai công nghệ này đều cùng một mục tiêu. Cả hai đều được sử dụng để thêm một lớp phủ bề mặt mới cho một bộ phận bị mòn hoặc hư hỏng và cả hai đều có khả năng thực hiện sửa chữa, phục hồi.
Nếu bạn bối rối không biết chính xác sự khác biệt giữa hai công nghệ này là gì và công nghệ nào phù hợp với bạn, thì bạn đã đến đúng nơi. Đọc tiếp để so sánh nhanh giữa phun nhiệt và hàn phủ Laze Cladding.
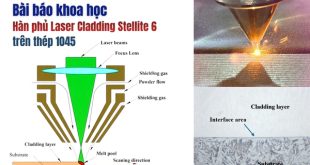
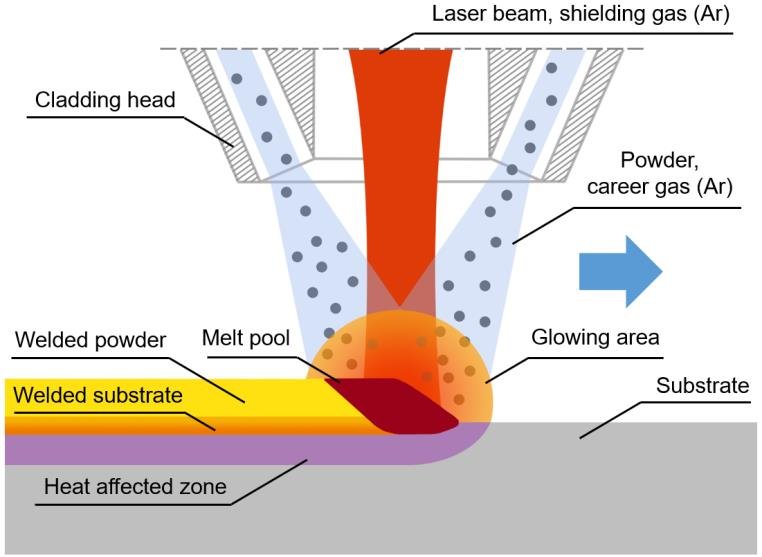
Tổng quan về Laser Cladding:
Lớp phủ Laser Cladding là một quy trình gia công bề mặt cứng sử dụng năng lượng laze để làm nóng chảy và cuối cùng hàn các vật liệu lên một bề mặt. So với hàn mặt cứng, lớp phủ laser hoạt động ở nhiệt độ thấp hơn nhiều và hoạt động bằng cách hình thành liên kết luyện kim với vật liệu nền.
Vì lớp phủ laser không sử dụng phương pháp hàn bề mặt cứng và hoạt động ở nhiệt độ thấp hơn nhiều, nên hầu như không có độ xốp nào được tìm thấy trong lớp phủ, do đó bề mặt chống ăn mòn vượt trội. Nhiệt độ thấp hơn liên quan đến lớp phủ laser cũng sẽ có vùng nhiệt bị ảnh hưởng nhỏ hơn, nghĩa là diện tích vật liệu sẽ bị ảnh hưởng bởi nhiệt độ cao ít hơn. Điều này làm cho lớp phủ laser trở nên lý tưởng cho các bộ phận dễ bị biến dạng nhiệt.
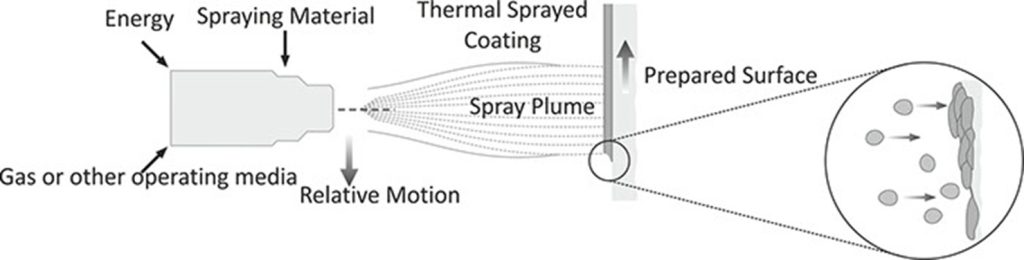
Tổng quan về Phun phủ nhiệt:
Không giống như lớp phủ laser, phun nhiệt bao gồm nhiều quy trình khác nhau. Hầu hết các công nghệ phun nhiệt sử dụng điện hoặc khí đốt để tạo ra ngọn lửa làm tan chảy vật liệu dạng bột hoặc dây trước khi phun chúng lên bề mặt. Hầu hết các loại phun nhiệt đều là liên kết cơ học.
Phun nhiệt cũng vượt trội hơn trong việc tạo ra các lớp phủ mỏng nhưng bị giới hạn chỉ đắp mỏng, trong khi với lớp phủ Laze Cladding không giới hạn độ dày lớp đắp.
Súng phun nhiệt cực kỳ linh hoạt trong sử dụng và có thể vận hành mà không cần robot. Nhược điểm của phun nhiệt là yêu cầu nhiệt độ vận hành cực cao có thể ảnh hưởng đến các bộ phận và chúng cũng sẽ có độ xốp cao. Ngoài ra, công nghệ phun nhiệt phụ thuộc rất nhiều vào tay nghề kỹ thuật.
So sánh hàn Laser Cladding và phun phủ nhiệt:
| Phun phủ nhiệt | Hàn Phủ Laser Cladding |
 |
 |
| Nhiệt lượng lớn nhưng không tập trung, tạo thành liên kết cơ học. Không có độ chảy loãng khi phun. | Đầu vào nhiệt thấp, nhưng tập trung trên một diện tích bề mặt nhỏ có thể tạo thành cấu trúc luyện kim, cứng. Độ chảy loãng 0.5-2%. |
| Độ bám dính, liên kết thấp nên dễ bong, tróc lớp phủ | Độ bám dính, liên kết cao. |
| Tùy thuộc vào quy trình bạn sử dụng, có độ xốp từ thấp đến cao cho lớp phủ phun nhiệt | Liên kết luyện kim nên gần như không có rỗ xốp. |
| Quy trình không phụ thuộc vào vật liệu nền hoặc hình dạng thành phần, quy trình chỉ phụ thuộc vào vật liệu phủ. | Laser phụ thuộc vào vật liệu nền, lớp hoàn thiện bề mặt và hình dạng của thành phần. Do đó, mỗi lớp phủ và mỗi loại vật liệu nền cần 1 quy trình khác nhau. |
| Phun nhiệt có thể được sử dụng để áp dụng nhiều loại vật liệu, bao gồm cả các vật liệu được sử dụng trong hàn phủ Laser Cladding. | Hạn chế về vật liệu phủ. Tấm ốp laser thường chỉ áp dụng cho một số vật liệu. Các hợp kim nền niken và coban như Inconel®, Hastelloy® và Stellite®, 1 số loại thép không gỉ, và cacbide như vonfram carbide (WC)… Đây là những chất tuyệt vời để chống mài mòn và ăn mòn nhưng có thể bị thiếu nếu bạn yêu cầu các đặc tính lớp phủ khác. |
| Phạm vi vật liệu lớn hơn do phương pháp ứng dụng là liên kết cơ học. | Phạm vi sản phẩm hạn chế vì lớp phủ và chất nền phải tương thích về mặt luyện kim. |
| Quy trình ít biến động hơn nên dễ kiểm soát hơn. | Nhiều biến số có ảnh hưởng đáng kể đến sản phẩm cuối cùng, ví dụ: độ hoàn thiện bề mặt, nhiệt độ giữa các lớp, bột hàn, độ sạch của ống kính, sự thay đổi trong dòng bột, phản xạ do thay đổi hình học, tăng nhiệt độ thành phần theo thời gian, cần có độ chính xác cao trong ứng dụng rô-bốt, chiều cao vòi phun, cấu hình của cửa thoát khí và bột… |
| Độ dày lớp đắp: mỏng | Độ dày lớp đắp: không giới hạn |
Cả 2 phương pháp phun phủ nhiệt và hàn phủ Laser Cladding đều có thể tạo ra lớp phủ chống mài mòn và ăn mòn. Mỗi loại có những ưu điểm và nhược điểm riêng. Nếu cần một liên kết luyện kim và nhiệt độ là một vấn đề quan trọng, thì hàn phủ Laser Cladding là giải pháp phù hợp. Nếu cần một lớp phủ vật liệu mỏng, thì dùng phương pháp phun phủ nhiệt.
Liên hệ với chúng tôi để được tư vấn và hỗ trợ:
CÔNG TY TNHH THƯƠNG MẠI VÀ CÔNG NGHIỆP PHƯƠNG ĐÔNG
Đ/C: Ngõ 70, Đản dị, Uy Nỗ, Đông Anh, Hà Nội
ĐT/zalo: 0987.822.360 – 0979.395.735